ЈУКИ брза флексибилна машина за бирање и постављање КЕ-3020ВА
1.ЈУКИ Основна технологија
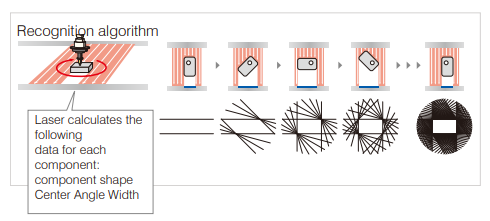
ЈУКИ ласерско центрирање за флексибилност и квалитет
Машина може да препозна компоненте различитих облика: од ултра минијатурних компоненти као што су 0402 (01005) чипови до 33,5 мм квадратних компоненти као што су ПЛЦЦ, СОП, БГА и КФП.Када машина препозна компоненту помоћу ласера, варијације као што су облик, боја и рефлексија нису битне.
2.Висока продуктивност
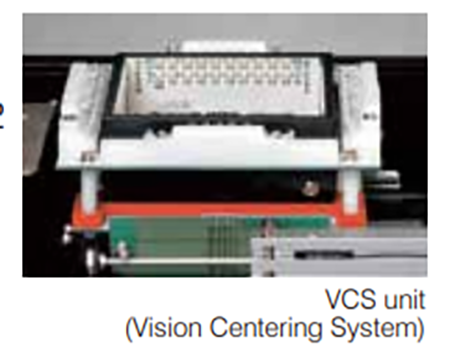
(1)Брзо центрирање вида у ходу
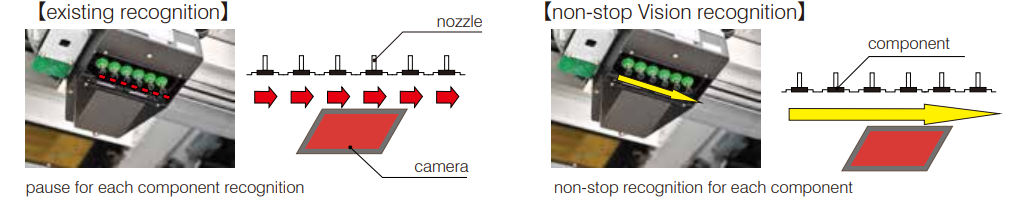
Двоструке стробинг камере које гледају нагоре снимају слике великом брзином за велике, фине компоненте или компоненте непарног облика.
(2)Истовремено центрирање компоненте 2 у покрету за брзу производњу
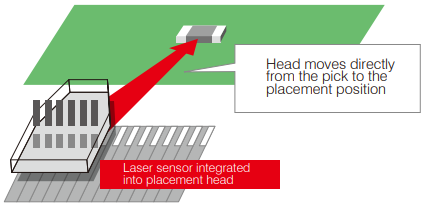
Ласерски сензор је интегрисан у главу за постављање за центрирање у лету.Глава се помера директно са положаја за хватање у положај за постављање за најкраћи могући ход главе и максималну брзину постављања.
(3)Камера високе резолуције
Омогућите високо прецизну инспекцију за компоненте као што је КФП са кораком олова од 0,2 мм.
3.Хигх Флекибилити
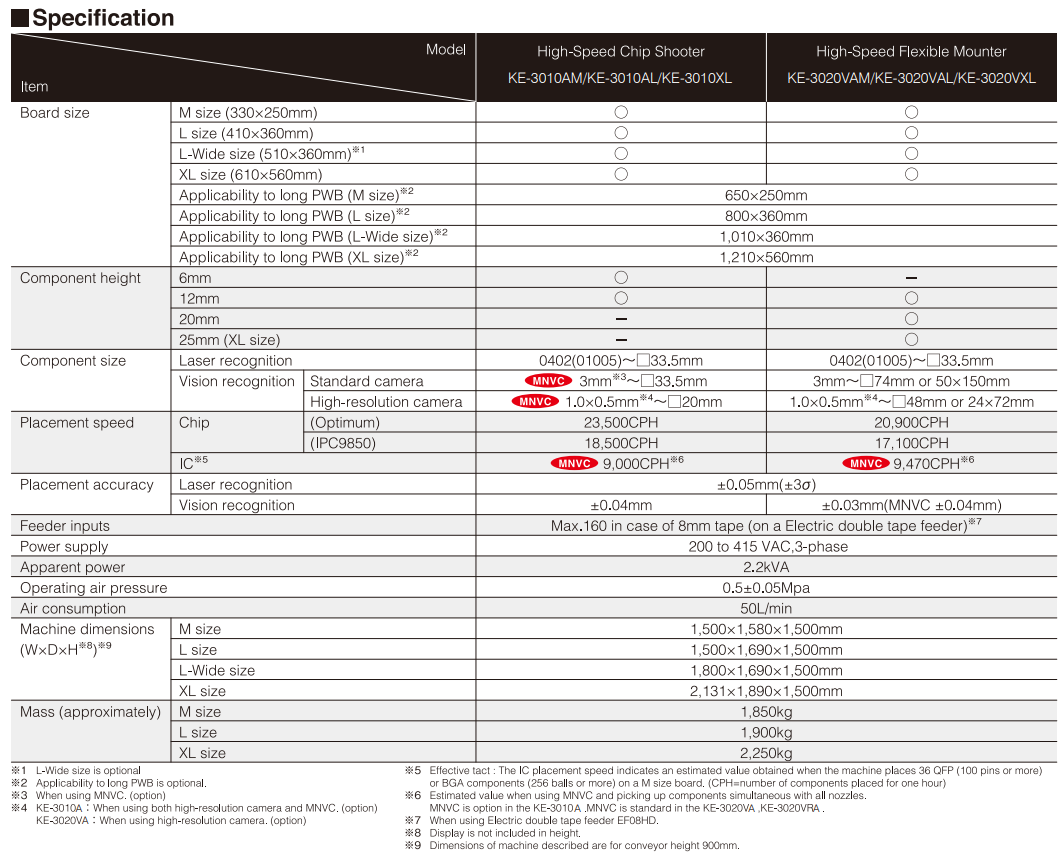
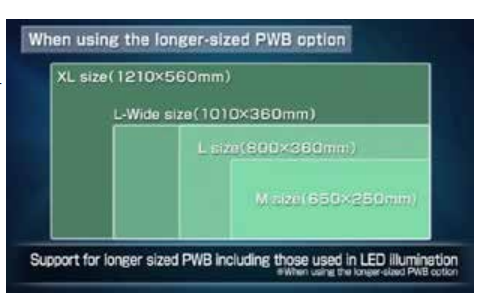
Може да постави дужу плочу до 650 мм×250 мм (величина М), 800 мм×360 мм (величина Л), 1010 мм×360 мм (величина Л), 1210 мм× 560 мм (величина КСЛ) аутоматским индексирањем плоче два пута у свака станица.Као резултат, омогућена је производња дугачке ПВБ која се користи за ЛЕД осветљење итд.
к.●Осветљење за препознавање лема (опција)
Отисак лемљења може се препознати као БОЦ ознака када нема БОЦ ознаке на ПВБ-у или колу.Када се транспортује дугачак ПВБ са два пута убацивањем, као БОЦ ознака може се користити подлога за постављање итд. на којој се врши штампа лемљења на месту постављања компоненти у опсегу где БОЦ ознака није припремљена.
●Контрола количине компоненти (опција)
Управља се партијом производа (ПВБ) где су компоненте (ЛЕД компоненте итд.) постављене.Када се ПВБ учита, проверава се да ли компоненте потребне за завршетак производње ПВБ остају у хранилицама са компонентама у различитим серијама које се не мешају у ПВБ.Ако компоненте нису довољне, приказује се упозорење пре почетка постављања.

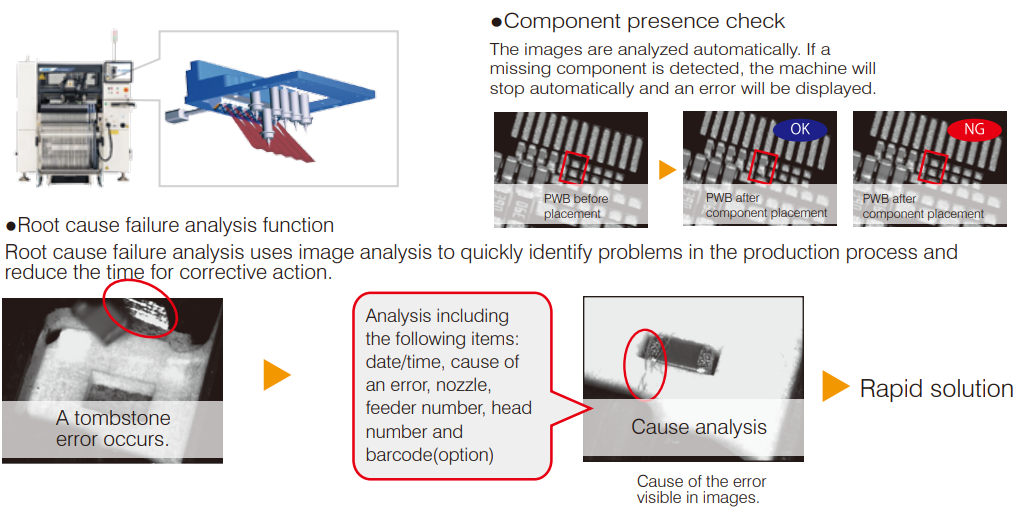
4.Хигх Куалити
Спречавање неисправних ПВБ-ова и брза анализа узрока и корективне мере Мониторинг постављања
Ултра минијатурна камера уграђена у део главе снима слике избора и постављања компоненти у реалном времену.Покреће се анализа за присуство/одсуство и информације о следљивости могу да се сачувају.Ова јединствена функција спречава дефектне ПВБ-ове и смањује време за анализу основног узрока квара.